When you’ve been a top cable engineer in custom harness assemblies for several decades, you begin to build up a vast knowledge bank of innovative manufacturing steps, process controls, and even tooling capabilities; all of which contribute to a better product and better customer experience.
In today’s Livewire spotlight, we’ll capture everything we’ve learned for creating the perfect custom wire harness to integrate within even the most complex electrical systems.
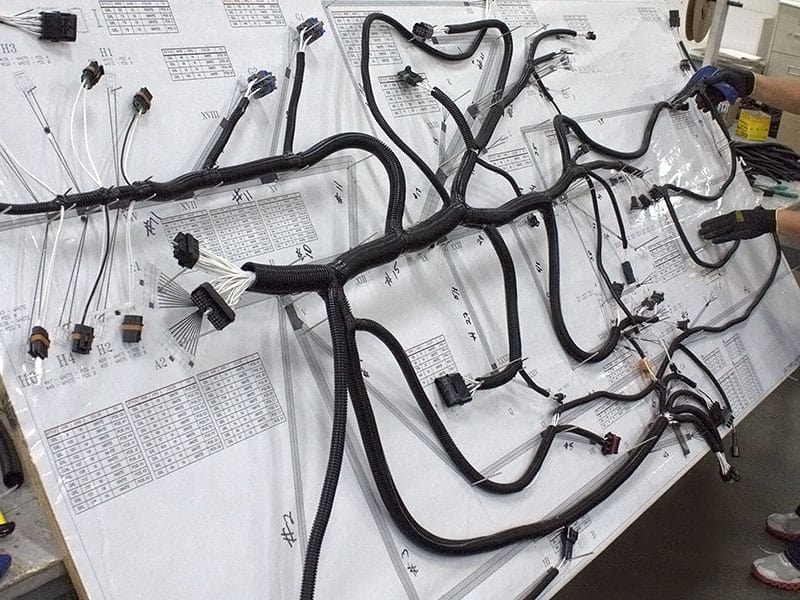
What is a Wire Harness Assembly?
A wire harness assembly is the collection of various wires (single electrical conductors), cables (group of insulated wires), connectors, terminations, sleeves, and other infrastructure needed to provide a safe and efficient means for organizing wires within a larger electrical system. If that sounds like a mouthful, it’s because wire harnesses or complex mechanisms with direct impacts on the success of an electrical system. Whether that system is a life-saving surgical device or a vital piece of communications equipment for our military, wire harnesses play a crucial role in keeping these systems up and running.
Components Making up a Custom Wire Harness
Going back to the basics of a custom wire harness, These components all have to be of the highest-quality in order to meet the threshold standards set forth by the client.
- Wires – a wire can be as simple as a single strand of a conductor like aluminum or copper. There are many variations of wires used in wire harness manufacturing, depending on the needs of the projects such as braided or stranded wires.
Different gauges of wire can also be employed in the same custom wire harness to provide multiple and simultaneous functions. This level of sophistication is what makes complex and space-constrained designs possible. Common gauges based on the American Wire Gauge (AWG) system are 10, 12, and 14 but at Meridian we can extrude cables as small as 34 gauge.
As a cool side note, if you have a bunch of bare wires that get twisted together without any insulation, it’s still technically a single conductor and therefore a single “wire” rather than jumping up into the cable category.
- Insulation – wire insulation is the unsung hero of wire harnesses since they play a crucial role in protecting the wires within. Moisture, temperature swings, caustic materials, and other environmental factors all require a cable engineer’s attention when designing a wire harness to fit the system it’s intended for.
Insulation materials that are commonly utilized in wire harness assemblies include:
- Polyvinylchloride (PVC) – this economical but strong material is intended for wires on the lower to medium-end of the voltage range. PVC insulation is very common as it’s great for protecting wires from heat, moisture, and abrasion.
- Polyurethane (PU) – available as either thermosetting or thermoplastic, polyurethanes are a common insulation to protect wires from abrasion and moisture, while improving overall durability.
- Thermoplastic elastomer (TPE) – in many cases TPEs are now replacing rubbers in the injection-moldable category. TPEs are very flexible and can be stretched without easily breaking, making them appropriate in a wide variety of situations. A TPE is a great way to increase the strength and resilience of a rigid thermoplastic, making them frequently used in overmolding.
- Thermoplastic polyester elastomer (TPEE) – these are considered your high-performance insulators. With the benefits of thermoset rubber but the ease of manufacturing of engineering plastics, TPEEs provide a high degree of strength and tear resistance as well as flexural strength. TPEEs are also able to help protect against caustic chemicals and temperature swings. For these reasons, they are commonly used in automotive wire harness applications.
- Thermoplastic vulcanizate (TPV) – these special types of TPEs are vulcanized at high temperatures which helps make for a good compression set as well as strong resistance to heat. TPVs give the benefit of ease of processing like plastic but with the performance of rubber. This makes TPVs a cost effective means for enhancing performance.
- Polytetrafluoroethylene (PTFE, commonly known as “Teflon®”) – this strong compound originally discovered by Dupont in the 1930’s is known for its tough, waxy-like makeup. PTFEs are a nonflammable form of synthetic resin used for being highly versatile and high performing against heat, moisture, and other variables.
- Silicone – when you insulate a cable with silicone, you get an excellent thermal range, providing greater heat resistance. Silicone is definitely the preferred insulation type for extreme temperature swings. Silicone is also extremely maneuverable and flexible, making it ideal for tight spaces. Being easy to disinfect, silicone is also preferred for wire harnesses used by medical device manufacturers.
A cool aspect to common insulation types is the ability to vary the hardness or softness of each material depending on the needs of the project. This allows for the perfect degree of customization to be employed for the benefit and added efficiency to the overall system.
- Cables – there are many different standard cable types used in the industry. Cables will typically consist of a neutral wire ground wire, ad live or “hot” wire. Each of these then get twisting or bonding employed to bind together. Wires in a cable typically come insulated in a PVC or other insulator. Color coding the wires’ insulation aids in identification.
Having standards (more on this below) helps cable engineers design a system based on the known specifications of a particular cable. This saves a lot of time and money versus producing a cable from scratch.
As a UL-approved manufacturing facility, we’re able to produce a wide variety of UL-certified cable types such as TPT, SPT-2, TST, SVO, SJE, SJOOQ, and many more. Adjusting various factors like wire gauges, insulation, fillers, and sheathing materials, our designers are able to produce a cable that’s perfectly suited for its intended environment.
With a custom wire harness and cable assembly manufacturer, the components are designed for the system rather than trying to The approach we utilize is more like an experienced football coach calling a well-orchestrated play that be conformed to the system’s been practiced, employed, and proven successful many times over.
- Connectors – connectors come in all shapes and sizes and are typically utilized with a specific type of cable. For example, with ribbon cable connectors you might find d-sub connectors, socket-type connectors, dip connectors, and card edge connectors all inside a large and complex custom wire harness project.
- Terminations – to terminate a cable into the connection point of a piece of equipment, panel, wall outlet, or other device means having the perfect termination to do the job safely. Terminations also come in an absolutely endless amount of different types depending on the industry. Insulated and non-insulated, ring terminals, spade, and hook terminals are all common.
Telecommunications systems typically utilize UTP cables for LAN networking. UTP cable terminations like a copper insulation displacement (IDC) terminations are ideal for this specific application. No matter what the needs of the project, any cable engineer worth their weight will be well-versed in a wide variety of termination methods to most efficiently accomplish the task at hand.
- Sleeves – sleeves add built in resistance to UV, abrasion, cable management, and other benefits. Some of the different types of sleeves used in wire harnesses include:
- Velcro sleeves are easy to secure and very common.
- Polypropylene spiral wraps come in many different diameters. Adding strength and resilience with UV resistance, as well. Great to utilize for color management.
- Braided sleeves are great for aesthetics and can be heat shrunk to a specific cable and connector pair.
- Polyethylene spiral wrap is very economical and offers a good basic level of cables from heat and everyday wear and tear.
Using UL-listed components from the start helps build superior products that respond more in line with specifications. That’s because UL-listed products have been rigorously tested to ensure quality and consistency. This helps our engineers start with components of a known specificity, instead of having to design and test from scratch.
Utilizing quality components is just the beginning of any wire harness manufacturing project, which is why we’re proud to be certified by UL to produce a wide variety of standard wire and harness types.
What Wire Colors Mean
The wires that make up a wire harness are identified for safety and continuity in design. This can also be a desire for aesthetics. Standard colors and functionality include:
- Black wires: typically designate a hot or positive current.
- White wires: will typically be for negative currents.
- Green wires: typically used for ground wires, especially in residential wiring applications.
- Red wires: can be used as a secondary line for hot and or positive currents.
- Blue wires: good for designating a point of connection.
The ideal part of cable and wire colors is the vast degree of customization that can be employed. However it is easiest to make the wire harness assembly integrate with the existing system in a safe and efficient manner is what our team will employ.
Getting Wire Harness Assemblies Started
When it comes to custom wire harnesses, the manufacturer you choose to work with makes all the difference. Our team is proud to be a UL-approved manufacturing facility with an incredible range of capabilities for your next wire harness design project. Contact us now to get started.